
En la dezajno de plastaj partoj, la murdikeco de la parto estas la unua parametro por esti konsiderata, la murdikeco de la parto determinas la mekanikajn ecojn de la parto, la aspekton de la parto, la injektkapablon de la parto kaj la koston. de la parto.Oni povas diri, ke la elekto kaj dezajno de la murdikeco de la parto determinas la sukceson aŭ malsukceson de la partdezajno.
Parta murdikeco devas esti modera
Pro la karakterizaĵoj de plastaj materialoj kaj injekta procezo,la murdikeco de plastaj partoj devas esti en taŭga gamo, ne tro maldika, kaj ne tro dika.
Se la murdikeco estas tro maldika, la partoj estas injektitaj kiam la fluo de rezisto, plasta fandado malfacilas plenigi la tutan kavon, devas esti pli alta rendimento injekta ekipaĵo por akiri pli altan plenigrapidecon kaj injektan premon.
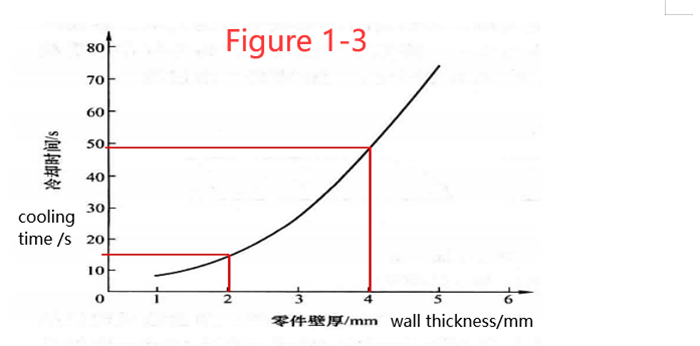
Se la murdikeco estas tro dika, partoj malvarmigo tempo pliiĝas (laŭ statistiko, partoj muro dikeco pliiĝis je 1 fojoj, malvarmigo tempo pliigita je 4 fojojn), partoj muldado ciklo pliigas, partoj produktado efikeco estas malalta;samtempe, tro dika muro dikeco estas facile kaŭzi partojn produkti ŝrumpadon, porecon, warpage kaj aliajn kvalitajn problemojn.
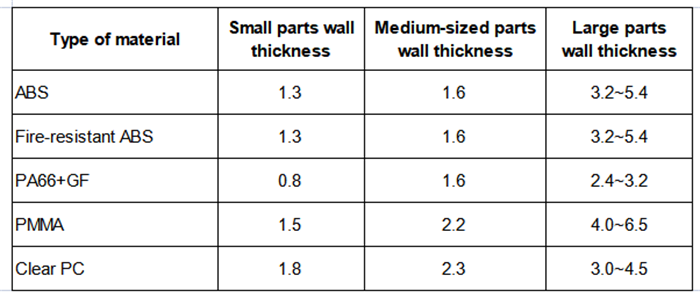
Malsamaj plastaj materialoj havas malsamajn postulojn por la taŭga murdikeco de plastaj partoj, kaj eĉ malsamaj plastaj fabrikistoj de la sama plasta materialo povas ankaŭ havi malsamajn taŭgajn murdikecpostulojn.Ofte uzataj plastaj materialaj partoj de la taŭga murdikeco estas montritaj en Tabelo 1-1.Kiam la murdikeco de plastaj partoj proksimas al la supraj kaj malsuperaj limoj de la taŭga muro dikeco, la produkta projektisto devas serĉi konsilon de la plasta fabrikanto.
Tabelo 1-1 Elekto de murdikeco por plastaj partoj
(unuo:mm)
Ŝlosilaj faktoroj, kiuj determinas la murdikecon de plasta partos:
1) Ĉu la struktura forto de la parto sufiĉas.Ĝenerale, ju pli dika estas la murdikeco, des pli bona estas la forto de la parto.Sed la murdikeco de la partoj superas certan gamon, pro ŝrumpado kaj poreco kaj aliaj kvalitproblemoj, pliigi la murdikecon de la partoj anstataŭe reduktos la forton de la partoj.
2) Ĉu la parto povas rezisti la forton de elĵeto dum muldado.Se la parto estas tro maldika, ĝi estos facile misformita per elĵeto.
3) Povas rezisti la streĉan forton dum kunigo.
4) Kiam estas metalaj enmetoj, la forto ĉirkaŭ la enmetaĵo sufiĉas.Ĝenerala metala enmeto kaj la ĉirkaŭa plasta materialo ŝrumpado ne estas unuforma, facile produkti streĉan koncentriĝon, malaltan forton.
5) La kapablo de partoj egale disvastigi la efikfortojn al kiuj ili estas submetitaj.
6) Ĉu la forto de la truo sufiĉas, la forto de la truo estas facile reduktita pro la influo de fandaj markoj
7) En la premiso plenumi la suprajn postulojn, kaj injekta muldado ne produktos kvalitajn problemojn, la murdikeco de plastaj partoj devas esti kiel eble plej malgranda, ĉar pli dika parto murdikeco ne nur pliigos la materialan koston kaj pezon de la parto, sed ankaŭ etendi la partan muldan ciklon, tiel pliigante produktadkostojn.Figuro 1-3 montras la rilaton inter murdikeco kaj malvarmiga tempo por ABS plasta parto.
Por certigi kaj plibonigi partforton, produkt-dezajnaj inĝenieroj ofte emas elekti pli dikajn partajn dikecojn.
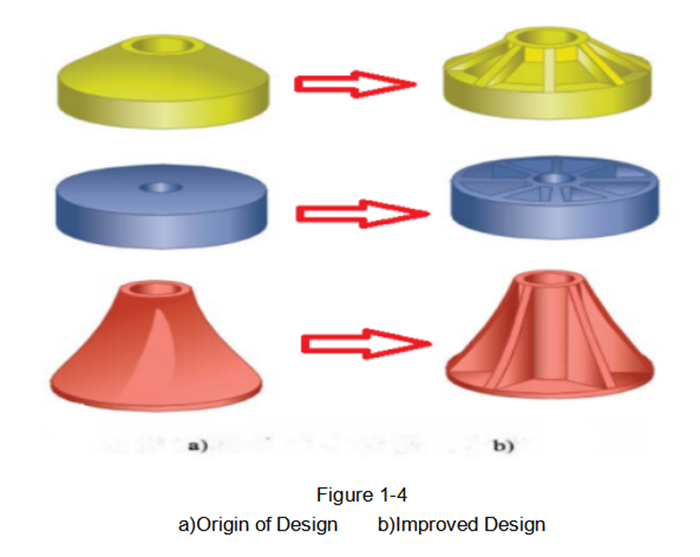
Fakte, ĝi ne estas la plej bona maniero certigi kaj plibonigi partforton elektante pli dikan partan dikecon.Parta forto povas esti plibonigita aldonante plifortikigon, dezajnante kurbajn aŭ ondulajn partajn profilojn, ktp. Ĉi tio ne nur reduktas la materialan malŝparon de la parto, sed ankaŭ mallongigas la injektan muldan ciklotempon de la parto.
Unuforma murdikeco de partoj
La plej ideala murdikecdistribuo de la partoj estas en iu ajn sekco de la partoj de unuforma dikeco.Neegala parto muro dikeco povas kaŭzi malebenan malvarmigon kaj ŝrumpadon de la parto, rezultigante surfacan ŝrumpadon de la parto, internan porecon, deformadon kaj deformadon de la parto, dimensia precizeco malfacilas certigi difektojn.
Ekzemploj de oftaj plastaj partoj kun unuforma murdikecdezajno estas montritaj en Figuro 1-4.
Se la parto unuforma muro dikeco ne eblas akiri, tiam almenaŭ bezonas certigi ke la parto muro dikeco kaj maldika muro ĉe glata transiro, por eviti akrajn ŝanĝojn en la muro dikeco de la parto.Rapidaj ŝanĝoj en la murdikeco de la partoj influas la fluon de plasta fandado, facile produkti streĉajn markojn sur la dorso de la plasto, influante la aspekton de la produkto;samtempe facile konduki al streĉa koncentriĝo, reduktante la forton de la plastaj partoj, malfaciligante la partojn elteni la ŝarĝon aŭ eksteran efikon.
Kvar partoj de la murdikeco de la malebena murdikecdezajno kiel montrite en Figuro 1-5.
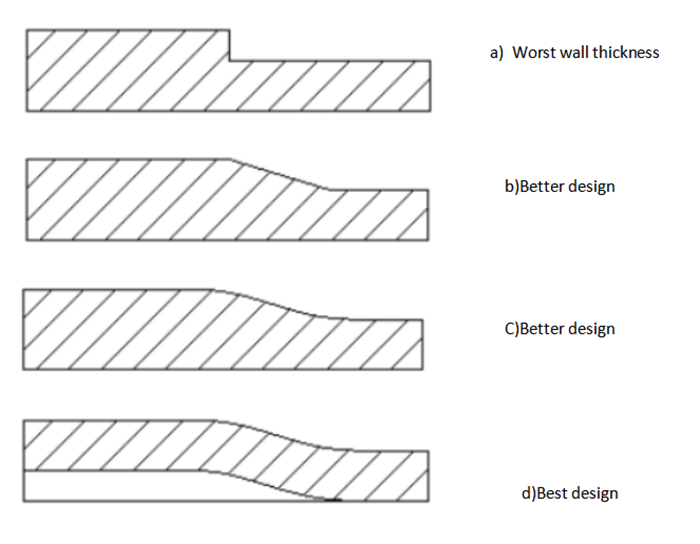
La plej malbona murdikecdezajno estas montrita en a), kie ekzistas akra ŝanĝo en la murdikeco de la parto;
Pli bona muro dikeco dezajno estas montrita en Figuro b) kaj c ), muro dikeco ĉe la maldika muro uniforma transiro, ĝenerale, la longo de la transira areo estas trioble la dikeco;
La plej bona murdikeco-dezajno estas montrita en d), ne nur la parta murdikeco glata transiro, sed ankaŭ en la parto murdikeco uzante la kavan dezajnon, ne nur por certigi, ke la parto ne ŝrumpas, sed ankaŭ por certigi la forton de la partoj.
Pliaj Demandoj pri la murdikeco de plastaj partoj, bonvolu kontakti nin ĉeadmin@chinaruicheng.com.
La Plej novaj Artikoloj pri Plasta Injekto-Muldado
BEZONAS HELPON?
Afiŝtempo: Dec-22-2022